
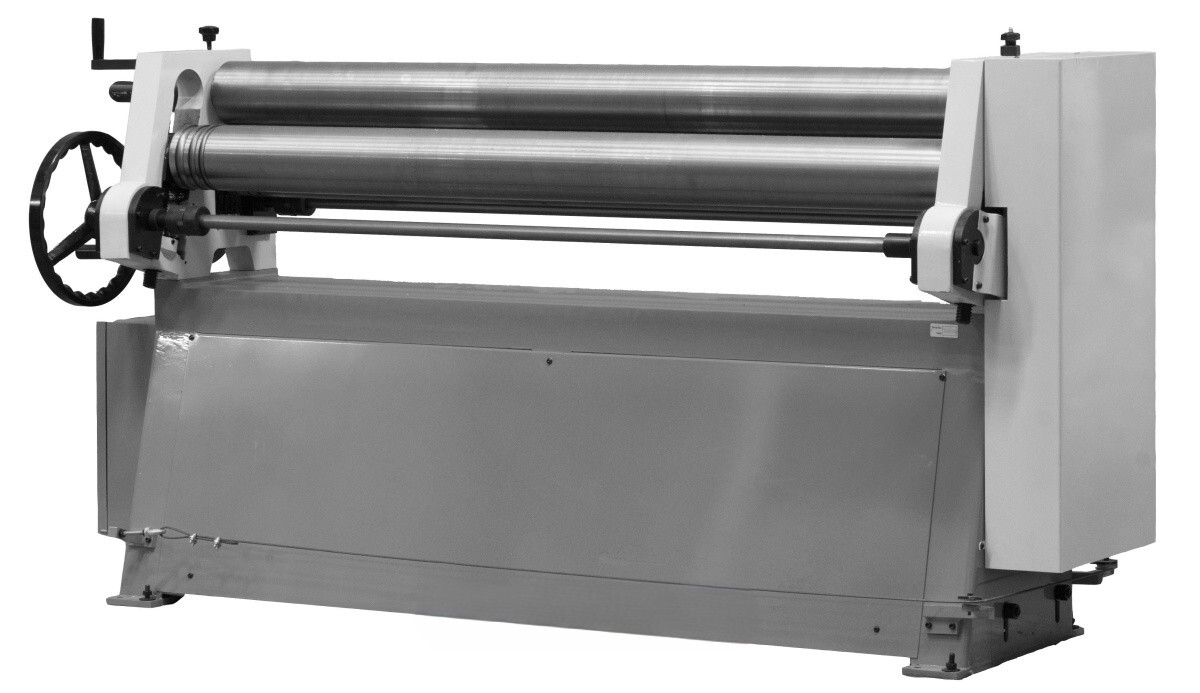
Станок вальцовочный электромеханический Stalex ESR-2500x0.8


Характеристики:
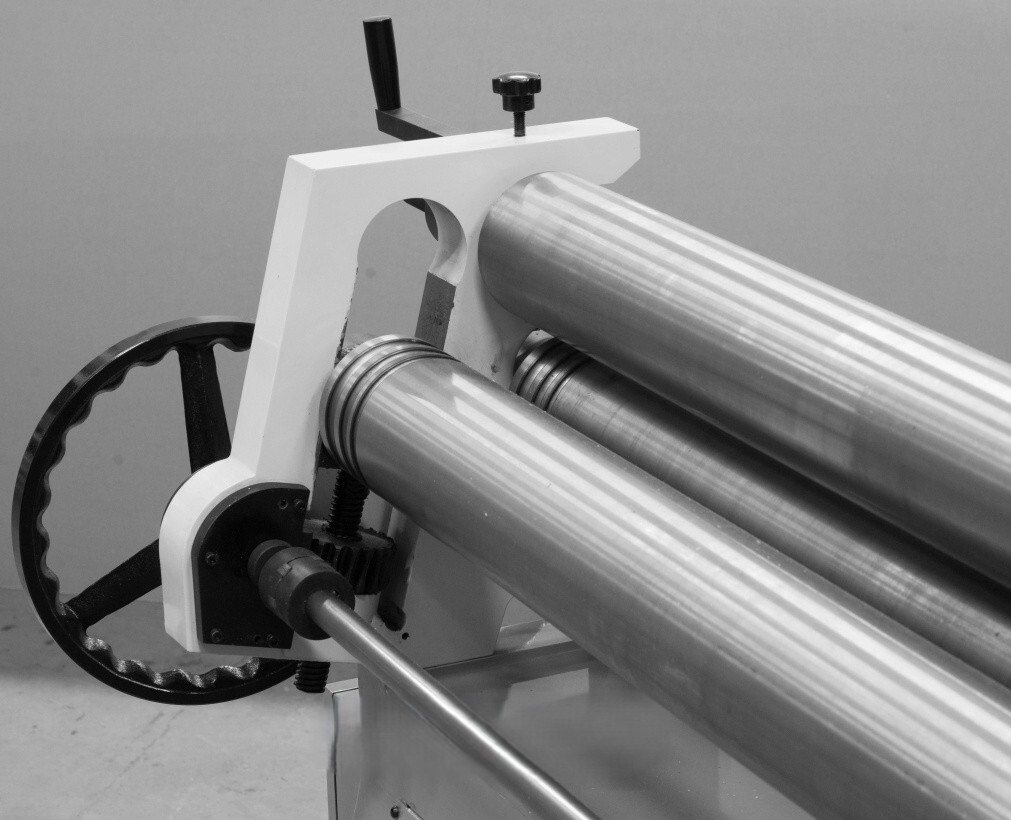
- - Вальцы с тремя ассиметричными валами
- - Валы изготовлены из высокопрочной стали, закаленные (твердость HRC45) и полированные
- - Вращающиеся нижний и верхний вал через систему зубчатых колёс и цепной передачи от электродвигателя
- - Регулируемые нижние валы
- - Канавки для гибки прутка
- - Поворотно-откидной механизм верхнего вала с эксцентриковым зажимом
- - Возможность гибки на конус
- - Выносная педаль с кнопкой аварийной остановки
- - Верхний вал вращается в обе стороны
- - Поставляется с функцией конусной гибки
- - Набор инструмента в стандартной комплектации
Вальцовочный станок предназначен для предания листу цилиндрической формы различного радиуса, данное оборудование широко применяется для изготовления комплектующих вентиляции, водосточного оборудования, в случаях производства цилиндрических и конических изделий, правке плоских заготовок, подгибке кромок. Выносная педаль дублируется пультом управления на станине станка. Цепная передача передаёт вращение с электродвигателя на валы. Верхний вал откидной, для легкого снятия готовых изделий. Откидной вал оснащен замком для предотвращения его самопроизвольного раскрытия в процессе работы.
Изготовление конуса - при помощи станка можно изготавливать конические изделия. Для этого предназначен опорный валик в правой части машины. Для чего необходимо обеспечить зажатие заготовки только вблизи опорного валика.
|
Наименование |
Stalex ESR-2500x0.8 |
|
Артикул |
391111 |
|
Макс. толщина вальцовки (низкоуглеродистая сталь, σs ≤245 МПа) |
0,8 мм |
|
Твердость валов |
до 45 HRC |
|
*Макс. ширина вальцовки |
2500 мм |
|
Диаметр вальца |
90 мм |
|
Мин. Ø обечайки |
100 мм |
|
Мощность двигателя |
2,2 кВт |
|
Скорость вращения валов |
9 об/мин |
|
Габаритные размеры |
3100х740х1200 |
|
Масса нетто/брутто |
780/930 кг |
|
Стоимость |
|
|
*Максимальная допустимая толщина листа при работе с низкоуглеродистой сталью (предел текучести σs не должен превышать параметр σs ≤245 МПа) – не более 0,8мм |
|
|
*Минимальный диаметр получаемой заготовки при работе с оцинкованной сталью 0,8мм - составит не менее 130 мм. Точной формулы расчёта минимального диаметра получаемой заготовки не существует, т.к. это зависит от вида, сорта, термообработки материала, а также его длины и толщины. Более точно определить минимальный Ø - возможно только пробной прокаткой. При работе с толщиной металла (низкоуглеродистая сталь) менее 0,8мм – максимально возможный мин. Ø обечайки может составлять 100мм (данная информация является справочной и зависит от сорта, прочности термообработки материала, а также его длины и толщины). При работе с толщиной металла (нержавеющая сталь) ≤ 0,5мм – максимально возможный мин. Ø обечайки может составлять 150мм (данная информация является справочной и зависит от сорта, прочности, термообработки материала, а также его длины и толщины). |
|
|
*При работе с алюминием диапазон толщин составляет – мин. 0,5мм - макс. 1,2мм (при более меньшей толщине листа алюминия – формирование обечайки будет не стабильным). |
|
