
Трубогиб электрогидравлический Stalex EHPB-4D




Описание:
Электрогидравлический трубогиб широко применяется в сфере строительных и ремонтных работ. Прокладка газо- и водопроводов, производство всевозможных ограждений, каркасных конструкций. Электрогидравлическая модель отличается от ручных гидравлических трубогибов – более высокой производительностью и отсутствием применения физической силы работника.Гибка производится в одной плоскости, макс. угол гибки 90°. При необходимости трубы макс. диаметров нужно набивать песком. При использовании трубогиба риск сплющивания или излома минимален, кроме того, уменьшается потребность в стыковочных элементах – отводах и фитингах, поэтому прокладка трубопровода становится более экономичной.
Совмещает в себе лучшие характеристики двух типов:
- - Модель усилена гидравлическим приводом, что позволяет монтажнику прикладывать меньше усилий при гибки стальных труб, и затрачивать на гибку гораздо меньше времени.
- - Процесс гибки (движение штока гидроцилиндра) происходит за счёт электродвигателя.
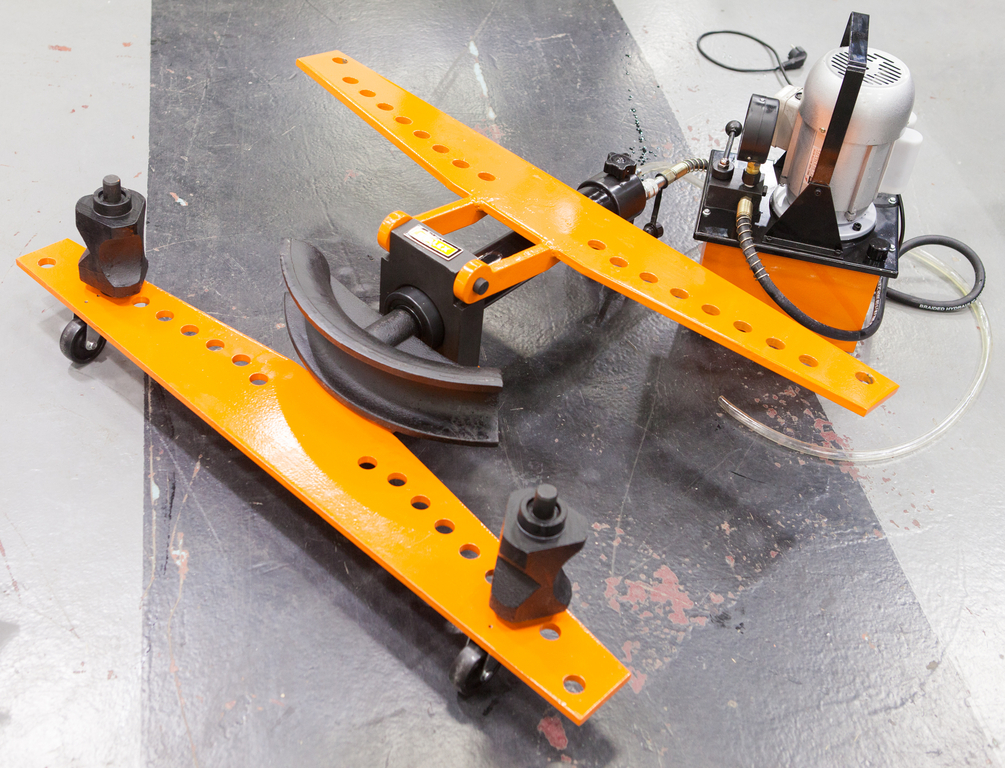
При такой конструкции станка, усилие работника сводятся к минимуму – он производит лишь установку настроек и смену заготовок.Модель Stalex EHPB-4D продавливает заготовки при помощи гидравлической направляющей, электродвигателя с набором сменных рабочих оправ. Помимо восьми рабочих опор станок имеет две горизонтальные опоры, устанавливаемые в отверстия для регулировки радиуса гиба.
Особенности:
- Производительный станок для легкого использования с быстрой установкой и демонтажем
- Макс. усилие 23 тонн
- 9 сменных штампов в комплекте
- Две горизонтальные опоры для регулировки радиуса гиба
- Гидравлический привод, электродвигатель, манометр
- Устойчивая конструкция на трёх опорах для удобной работы с заготовкой
- Холодная гибка труб в одной плоскости. Гиб до 90°
Технические характеристики:
|
Наименование |
Трубогиб гидравлический Stalex ЕHPB-4D |
||||||||
|
Артикул |
HHW-4D |
||||||||
|
Макс. усилие |
23 тонн |
||||||||
|
Макс. длина хода ползуна |
370мм |
||||||||
|
Стандартные штампы под трубы (водогазопроводные, бесшовные, полимерные) |
1/2” |
3/4” |
1” |
1-1/4” |
1-1/2” |
2” |
2-1/2” |
3” |
4” |
|
22мм |
28мм |
34мм |
43мм |
50мм |
62мм |
79мм |
90мм |
110мм |
|
|
Толщина стенки |
2,75 – 6мм |
||||||||
|
Макс. угол гибки |
90° |
||||||||
|
Электродвигатель + масляный насос |
|||||||||
|
Номинальное давление |
в режиме низкого давления 2 MПa / в режиме высокого давления 70 MПa |
||||||||
|
Номинальный расход |
в режиме низкого давления 5 л/мин / в режиме высокого давления 0,70 л/мин |
||||||||
|
Напряжение |
220 В |
||||||||
|
Мощность |
750 Вт |
||||||||
|
Частота |
50Гц |
||||||||
|
Маслобак |
8 л |
||||||||
|
Доступный объем масла |
6 л |
||||||||
|
Скорость вращения |
1400 об/мин |
||||||||
|
Размеры (электродвигателя + масляный насос) |
305х245х510 мм |
||||||||
|
Вес (электродвигателя + масляный насос) |
23 кг |
||||||||
|
Размер упаковки |
1180х460х320мм |
||||||||
|
Общий вес |
174кг |
||||||||
|
Стоимость |
$ |
||||||||
Видео работы станка: https://youtu.be/Y9SBVwYhqRo
|
Размер гибочных штампов |
A |
B |
Минимальный радиус гибки |
D |
|
(дюйм) |
(мм) |
(мм) |
(мм) |
(мм) |
|
1/2" |
115 |
67.5 |
50.2 |
22 |
|
3/4" |
131 |
84.5 |
66 |
28 |
|
1" |
147 |
96.5 |
75.4 |
34 |
|
1 1/4" |
195 |
134 |
108.7 |
43 |
|
1 1/2" |
242 |
162 |
133.5 |
50 |
|
2" |
297 |
238 |
199.2 |
62 |
|
2 1/2" |
380 |
257 |
209 |
79 |
|
3" |
436 |
390 |
335 |
90 |
|
4" |
555 |
450 |
400 |
110 |
4 полезных фактора при гибке ручными гидравлическими трубогибами:
- Ручными гидравлическими трубогибами можно гнуть трубы, у которых отношение толщины стенки к наружному диаметру трубы не менее 0,06мм.
К примеру, труба диаметром 25мм, стенка 2мм. Составляем отношение 2/25 = 0,08мм. Значит можно смело гнуть такую трубу.А вот если такой случай: диаметр трубы 25мм, стенка 1мм (1/25 = 0,04мм), то это уже тонкостенная труба, вряд ли получится согнуть такую трубу ручным гидравлическим трубогибом без изломов или без замятия стенок трубы. Либо нужно набивать трубу песком и пробовать на гибку.
- Бывают ситуации, когда нужно гнуть трубу, но гибочного шаблона подходящего размера нет в наличии, есть только шаблоны большего размера. В момент установки между трубой и шаблоном вставляется пластина из алюминия или отожженной меди. Здесь нужно учесть один важный момент: толщина пластины должна равняться полуразности диаметра проточки шаблона и диаметра изгибаемой трубы. Т.е. если шаблон у нас идет под трубу 25мм, а гнем мы трубу диаметром 19мм, то толщина пластины рассчитывается по формуле (25мм - 19мм) / 2 = 3мм. Т.е. пластина должна быть толщиной 3мм.
- Первым этапом гибки будет вдавливание трубы в проточку гибочного шаблона. Упоры должны быть расположены как можно ближе к штоку (цилиндру). После вдавливания упоры размещаются в своих штатных дальних позициях и производится окончательная гибка трубы.
- Минимальный радиус гибки у вышеописанного типа трубогибов равен четырем диаметрам трубы, т.е. у трубы диаметром 25мм минимальный радиус составит 100мм.


