
Трубогиб бездорновый Stalex JTB-50







Преимущества:
- Настройка станка не требует специальной подготовки.
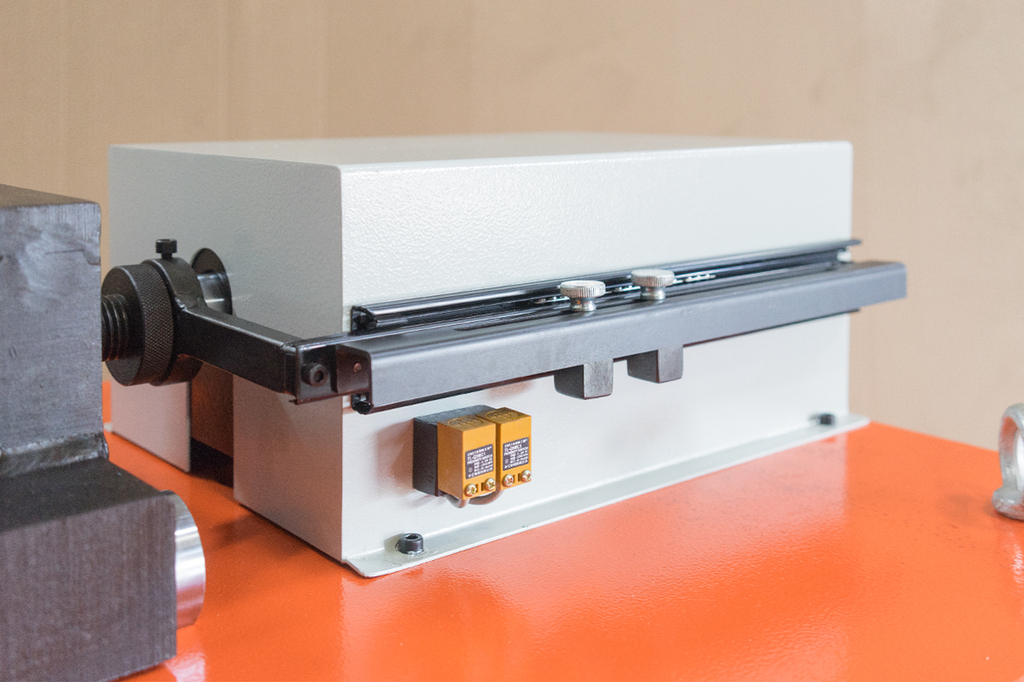
- Угол поворота сменного гибочного штампа контролируется оптико-электрическим кодирующим устройством.
- Требуемый угол задается счетчиком-индикатором в градусах.
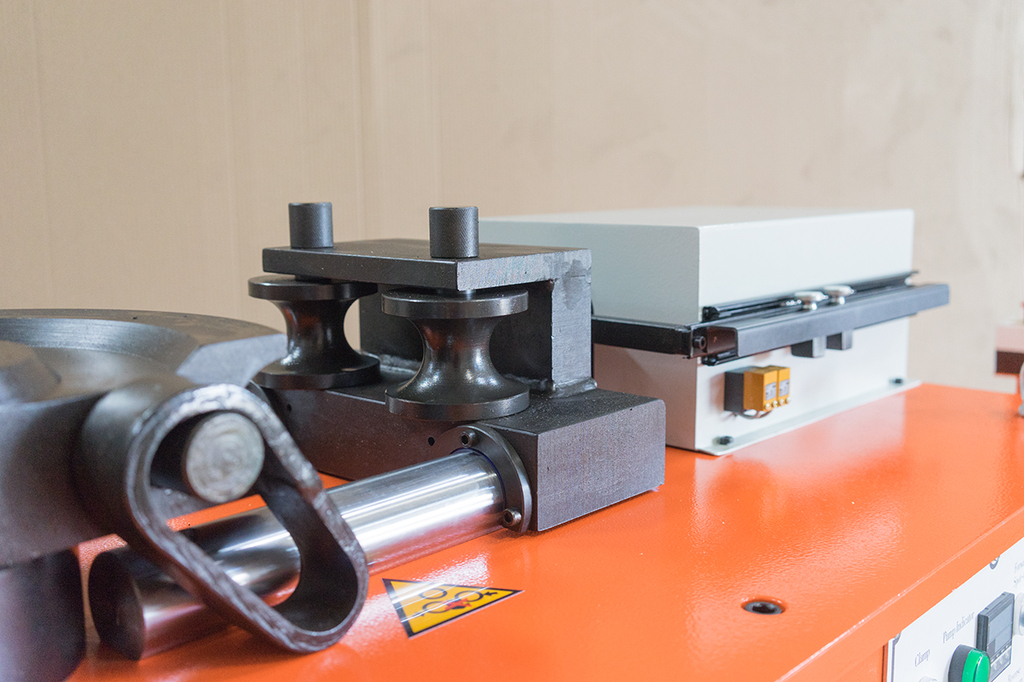
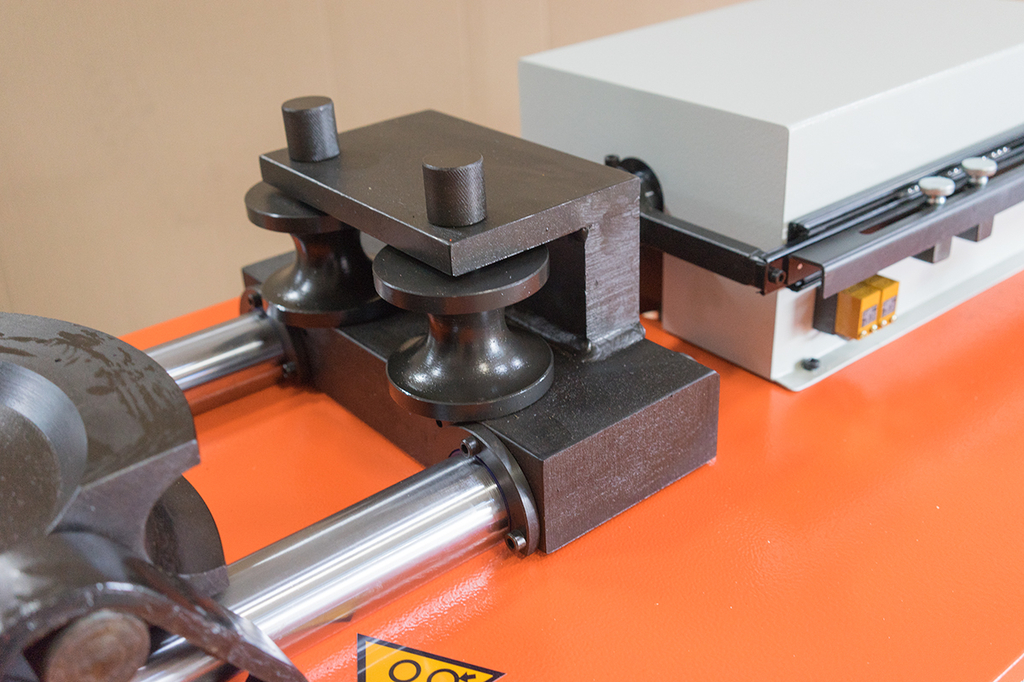
- Высокая скорость и точность гибки трубы методом протягивания заготовки по ролику.
- Простота конструкции, легкость эксплуатации и высокая эффективность при гибке заготовки в одно касание.
- Прочность конструкции станка.
- В стандартной комплектации 4ть комплекта штампов (оснастки) – Ø25; 32; 38; 48мм.
- Гибка может производиться различной конфигурацией и в разных плоскостях.
- При работе с крупными заготовками требуется монтаж станка к полу (для труб от 32мм). Трубогиб Stalex JTB-50 предназначен для изгибания круглых труб из металла или другого материала по заданному радиусу. Производит гибку трубы методом протягивания заготовки по ролику – такие изделия как дуги, рамы, каркасы и прочее из водогазопроводных и метрических труб с изгибами в нескольких плоскостях, что обеспечивает точность изгиба трубы на заданный угол и с заданным радиусом, без заломов в области гибки. Применяется для гибки на угол до 180°, макс. размер трубы Ø51мм, с толщиной стенки до 4мм (сталь) и 5мм (цветные металлы). Гибка может производиться различной конфигурацией и в разных плоскостях, модель подходит для работы в условиях мелкосерийного и индивидуального производства. Угол гибки задаётся и контролируется путем ввода необходимого угла через счетчик-индикатор, диапазон угла гибки от 0 до 180°. Выполняет профессиональный и качественный дугообразный гиб широко используется в сфере декора, архитектуры, обустройстве общественных пространств и прочее. Станок может управляться в ручном режиме путем нажатия отдельных кнопок и в полуавтоматическом режиме под управлением оптико-электрического кодирующего устройства (датчика), что подходит для регулярного объёма выпуска продукции. Такие особенности, как простота конструкции, легкость эксплуатации, энергосбережение и высокая эффективность, делают станок идеальным для гибки труб.
|
Модель |
Трубогиб бездорновый Stalex JTB-50 |
|
Артикул |
391063 |
|
Оснастка - комплект штампов: штампы (гибочные) скобы (фиксирующие) ролики (протягивания) |
под трубы Ø25мм (1'') R – 90 мм |
|
под трубы Ø32мм (1-1/4'') R – 115 мм |
|
|
под трубы Ø38мм (1-1/2'') R – 130 мм |
|
|
под трубы Ø48мм (1-7/8'') R – 170 мм |
|
|
Толщина (Образец стали - Ст3сп «сталь конструкционная углеродистая обыкновенного качества», пределом прочности σв ≤ 372МПа) |
1÷5 мм от 1 мм до 5 мм независимо от размера штампов (16 мм или до 51 мм) - это справочная информация и не является обязательным значением (т.к. это зависит сорта, марки материала, предела прочности и термообработки). |
|
Угол гибки |
от 0 до 180° |
|
Два режима работы |
ручной / полуавтоматический |
|
Скорость вращения главного вала |
5 об/мин |
|
Мощность электродвигателя |
2,2 кВт (3-х фазный) |
|
1400 об/мин |
|
|
Мощность гидравлического двигателя (для гибки изделия) |
1,1 кВт (3-х фазный) |
|
1400 об/мин |
|
|
Габариты упаковки (ДхШхВ) |
1450х690х1170 мм |
|
Масса нетто/брутто |
550/620 кг |
|
Стоимость |
|
|
Наименование дополнительных штампов |
|
|
Гибочный штамп Ø16мм, R90мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп Ø20мм, R90мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп Ø22мм, R90мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп Ø25мм, R90мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп Ø32мм, R115мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп Ø38мм, R130мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп Ø48мм, R170мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп Ø51мм, R170мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп □16х16мм, R100мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп □20х20мм, R100мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп □25х25мм, R100мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп □30х30мм, R130мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп □35х35мм, R130мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп □40х40мм, R130мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп □45х45мм, R150мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
|
Гибочный штамп □50х50мм, R200мм, 180° для JTB-50 (штамп/скоба/ролики) |
|
Максимальные допустимые толщины стенки трубы для стали Q235
Q235 аналог - Ст3сп (Сталь конструкционная углеродистая обыкновенного качества, пределом прочности σв ≤ 372МПа)
Справочная информация:
|
|
Ролики для круглой трубы (мм) |
|||||||
|
|
16 |
20 |
22 |
25 |
32 |
38 |
48 |
51 |
|
Толщина стенки для труб из нержавеющей стали |
2,5-3 |
2,5-3 |
2,5-3 |
2,5-3 |
2,5-3 |
2,5-3 |
2,5-3 |
2,5-3 |
|
Толщина стенки для труб из углеродистой стали |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
Толщина стенки для труб из цветных металлов |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
|
Ролики для квадратной трубы (мм) |
|||||||
|
|
16 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
|
Толщина стенки для труб из нержавеющей стали |
2,5-3 |
2,5-3 |
2,5-3 |
2,5-3 |
2,5-3 |
2,5-3 |
2,5-3 |
2,5-3 |
|
Толщина стенки для труб из углеродистой стали |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
Толщина стенки для труб из цветных металлов |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
Видео работы аналогичного станка (JTB-40):
Радиус гиба по центральной осевой линии (CLR)
Эксплуатация:
- «Clamp» («Зажатие»): Работа в режиме «Manual» («Ручной»), нажмите эту кнопку, чтобы зажать заготовку.
- «Loosen» («Разжатие»): Работа в режиме «Manual» («Ручной»), нажмите эту кнопку, чтобы разжать заготовку.
- «Pump Indicator» («Индикатор насоса»): Эта индикаторная лампа мигает при запуске насоса.
- «Pump start» («Запуск насоса»): Нажмите эту кнопку, чтобы запустить насос.
- «Auto/Manual» («Автоматический/Ручной»): Выберите автоматический или ручной режим гибки.
- «Forward Spot-turn» («Поворот вперед»): Работа в ручном режиме, нажмите эту кнопку, чтобы выполнить гибку вперед.
- «Reverse Spot-turn» («Поворот назад»): Работа в ручном режиме, нажмите эту кнопку для изгиба против часовой стрелки.
- «Power» («Питание»): Эта индикаторная лампа загорается при активации главного выключателя питания.
- «Stop» («Остановка»): Нажмите эту кнопку, чтобы выключить питание.
Подготовка к процессу гибки
- Выберите гибочные штампы, подходящие для обрабатываемого материала и установите штампы на станок.
- Отрегулируйте предельный выключатель в соответствии с размером штампа, чтобы обеспечить прижатие заготовки задним штампом №2 в требуемой точке.
- Рекомендуется выполнить пробный рабочий цикл. Включите питание станка (загорается индикатор «Power» («Питание»)), включите питание масляного насоса, чтобы запустить гидравлический масляный насос.
- Выберите режим – «Manual» («Ручной») или «Auto» («Автоматический»), начните гибку.
- Ручной режим
- Установите ручку «MANUAL» («РУЧНОЙ»).
- Поместите заготовку в канавку штампа и закрепите ее трубным зажимом (скобой).
- Нажмите кнопку «Clamp» («Зажатие»), чтобы переместить блок скольжения в заданное положение, и убедитесь, что обрабатываемая деталь надежно зажата.
- Нажмите кнопку «Forward spot-turn» («Поворот вперед»), чтобы повернуть рычаг реверсивного клапана вперед и обеспечить зажатие заготовки гидравлическим штоком и прижимным колесом до требуемой степени изгиба.
- Нажмите кнопку «Reverse Spot-turn» («Поворот назад»), чтобы повернуть рычаг реверсивного клапана в обратном направлении.
- Нажмите кнопку «Loosen» («Разжатие»), чтобы переместить блок скольжения назад.
- Извлеките заготовку.
Примечание. В ручном режиме функция настройки угла не действует.
- Автоматический режим
- Установите ручку «AUTO» («АВТОМАТИЧЕСКИЙ»).
- Поместите заготовку в канавку штампа и закрепите ее трубным зажимом (скобой).
- Установите требуемый угол изгиба (от 0º до 180º).
- Нажмите на педаль, машина автоматически выполнит закрепление, изгиб дуги и изменение положения. Убедитесь, что станок работает надлежащим образом, повторив шаги перед гибкой заготовок.
- Извлеките заготовку.
Настройка счетчика
PV: Фактический угол изгиба
SV: Требуемый угол изгиба
- Требуемый угол может быть определен счетчиком. Например. если требуется угол изгиба 90º, то счетчик следует установить на 90º.
- Нажимайте кнопку прямого поворота (или педаль) до достижения требуемого угла, после чего автоматически выполняется остановка, и процедура завершается.
Способ установки счетчика:
- Нажмите кнопку «Set» («Настройка») на одну секунду, после этого значение настройки SV начинает мигать.
- Теперь нажмите <, чтобы установить множественное значение, в процессе ввода требуемого числа изменяемая цифра мигает.
- Для ввода значения используйте кнопки ∨ и ∧.
- Еще раз нажмите кнопку «Set» («Настройка») на одну секунду, чтобы выйти из режима настройки. После этого значение настройки SV перестает мигать. Настройка завершена.
Примечания:
- При случайном нажатии кнопки «Set» («Настройка») на три секунды в режиме настройки счетчика не меняйте значение. Нажимайте кнопку «Set» («Настройка») до отображения значения SV «0000». В противном случае счетчик не сможет работать надлежащим образом. Затем выполните последние четыре шага для настройки счетчика.
- Кнопка «Set» («Настройка») выполняет также функцию сброса на нуль.
Полезные советы:
- Установите трубу, соответствующую выбранной оснастке (штамп/скоба/ролики).
- Закрепите ее на оснастке с помощью фиксирующей скобы.
- Ползун необходимо смазать консистентной смазкой или моторным маслом.
- Смазку нужно наносить перед каждым гибом.
- Смазка сделает процесс гибки проще и продлит жизнь оснастке.
ГИБОЧНЫЙ РОЛИК СМАЗЫВАТЬ НЕ НУЖНО.
При работе с шовными трубами: Сварной шов внутри трубы должен располагаться сбоку (в этом случае, при гибке шов испытывает меньшую нагрузку).Так же, перед гибкой необходимо зачищать трубу проволочной щёткой или дрелью с насадкой от ржавчины, заусенцев, следов сварки - что позволит уменьшить нагрузку вовремя гибки и продлит жизнь оснастке.Для качественного гиба необходимо точно подбирать оснастку под размер трубы, в случае гибки малых труб в большей оснастке – труба будет испорчена, т.е. под свой размер трубы нужен аналогичный размер оснастки.
