
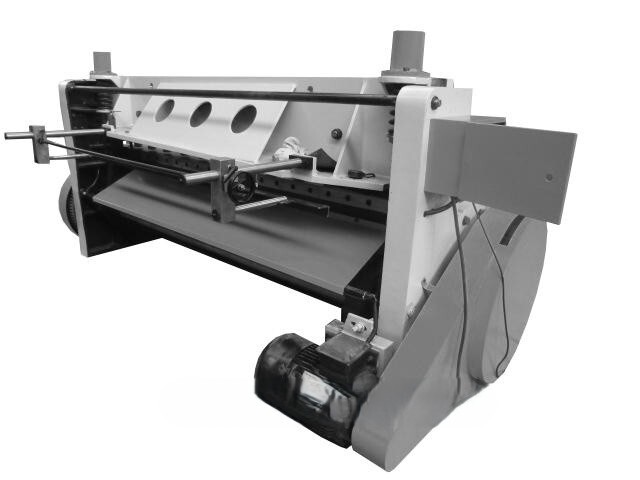
Гильотины электромеханические Stalex Q11 6x2000 с кривошипно-шатунным механизмом


Назначение:
Высокопроизводительный станок предназначен для резки стального листа, алюминия, меди, латуни, пластика в строительных, монтажных предприятиях и производствах различной сложности.Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi (российский аналог 9ХС), с твёрдостью закалки 40-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 70мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 50 циклов/минуту (в зависимости от толщины и материала), без перегрева станка (и дополнительным временем на его охлаждение), а также более низким потреблением энергии.
Особенности:
- Станок оснащен качественными долговечными ножами (материал ножей 9CrSi)
- Простая и быстрая регулировка зазора между ножами
- Верхний и нижний нож имеют четырехстороннюю заточку
- Надёжная и простая конструкция, движение ножа производится от электродвигателя через роторный привод
- Предварительный прижим материала перед моментом резки (прижимные пальцы не имеют резиновой вставки, на моделях работая при толщине более 4мм)
- Передние удлинители поддержки листа – 380мм (2шт)
- Ширина рабочего стола до линии реза – 430мм
- Расстояние от заднего упора до линии реза (съёмный упор) – 500мм
- Задний упор для точного позиционирования заготовки, имеет счётчик длины
- Конструкция станка позволяет работать с более низким потреблением энергии
- Высокая скорость резки - до 50 циклов/минуту (в зависимости от толщины и материала)
- Широко используется для работы с листом средней и максимальной величины
- Тип муфты – механический
- Боковой упор для фиксации листа по 90°
- Ножная педаль для удобной фиксации и резки листа
Технические характеристики:
|
Наименование |
Q11-6х2000 |
|
|
Артикул |
ед. изм. |
386004 |
|
*Толщина металла (σв <400 Н/мм2) |
мм |
1,0-6,0 |
|
Марка стали (режущие ножи) |
|
9CrSi – Сталь инструментальная легированная |
|
Твердость (режущие ножи) |
|
HRC40-50 |
|
Кол-во режущих кромок на верхнем и нижнем ноже |
|
по 4 режущие кромки |
|
Ход ножа |
мм |
100 |
|
Размеры ножей |
мм |
толщина/высота/длина: 70 мм/22 мм/2000 мм |
|
Расстояние от верхнего края нижнего ножа до уровня пола |
мм |
885 |
|
Прочность обрабатываемого материала |
Н/мм² |
≤ 400 |
|
Максимальная длина реза |
мм |
2000 |
|
Угол резки |
|
2° |
|
Максимальное число резов в минуту |
циклов /минуту |
50 |
|
Количество непрерывных циклов резки с макс. нагрузкой (циклов/мин) |
циклов /минуту |
40 |
|
Мощность двигателя |
кВт |
7.5 |
|
Передние удлинители поддержки листа |
мм |
380 |
|
Ширина рабочего стола до линии реза |
мм |
430 |
|
Механический задний упор |
мм |
500 |
|
Размер упаковки |
мм |
3280x1700x1820 |
|
Масса нетто/брутто |
кг |
4100/4300 |
|
Стоимость |
$ |
|
* Макс. толщина - указана для обычной стали (низкоуглеродистой и углеродистой стали), с пределом прочности σв, который не должен превышать параметр σв <400 MРa (1 Н/мм2 = 1 MPa).
Для работы с материалами, не входящих в группу углеродистые стали (такие как легированные стали, нержавеющие стали, холоднокатаные стали) необходимо проконсультироваться с сотрудниками компании-продавца. Макс. толщина резки при работе с нержавеющей сталью составить около 2,5 мм (с пределом прочности σв <600 MРa).
При работе с макс. толщиной листа – максимальные параметры могут не соответствовать табличным значениям, это связано с разностью коэффициента предела прочности σв, который не должен превышать параметр σв <400 MРa при работе с низкоуглеродистой сталью. И зависит не только от вида, сорта, термообработки материала, но и его длины и толщины, более точно определить макс. допустимую толщину - возможно только методом пробной резки.
Схема смазки:
Применяется отдельный способ нанесения смазки. Перед эксплуатацией станка необходимо нанести смазку на каждую отдельную точку смазки.
Перед эксплуатацией станка можно смазать прижимную балку.
- две точки смазки держателя верхнего ножа
- две точки смазки пальца соединительного штока
- две точки смазки соединительного штока
- две точки смазки основного вала
- одна точка смазки муфты
Примечание: используйте моторное масло в точках смазки 1 и 2; кальциевую консистентную смазку в точках смазки 3, 4, 5;
Узел регулировки зазора между ножами:
Для регулировки расстояния между верхним и нижним ножами ослабьте четыре гайки (2) на вертикальной колонне (1), затем поверните болт (3) и полый винт (4) до тех пор, пока не будет достигнуто расстояние, необходимое для регулировки. Поверните вправо (4), рабочий стол переместится вперед, расстояние между ножами уменьшится. Поверните вправо (3), рабочий стол переместится назад, расстояние между ножами увеличится. После завершения регулировки переместите (3) и (4) плотно друг к другу, завинтите гайку (2). Отрегулируйте расстояние, равное 7% - 10% от толщины резки материала. После регулировки расстояние между ножами должно быть строго пропорционально, от 50 мм до конца ножа. Измерьте его через каждые 150 мм. Погрешность в каждой точке измерения не должна превышать 0,05 мм.
